

Loại hao tổn thứ hai là các công việc chuẩn bị trước khi sản xuất. Để chuẩn bị cho sản xuất, những người thợ cơ khí, bảo dưỡng thường tốn rất nhiều thời gian cho công việc chuẩn bị máy
Cài đặt và hiệu chỉnh thiết bị
Loại hao tổn thứ hai là các công việc chuẩn bị trước khi sản xuất. Để chuẩn bị cho sản xuất, những người thợ cơ khí, bảo dưỡng thường tốn rất nhiều thời gian cho công việc chuẩn bị máy. Có một hệ thống giúp công việc chuẩn bị đạt hiệu quả đó là SMED (tính thời gian chết - Single Minute Exchange of Die) được phát triển ở Nhật Bản do Shigeo Shingo sáng tạo ra. Có 2 yếu tố cần loại mà SMED cho là tiêu điểm: một là các công việc trước chuẩn bị như thời gian chuẩn bị cho các yếu tố bên trong thiết bị (thời gian khi thiết bị ngừng hoạt động) và thời gian chuẩn bị các yếu tố bên ngoài (thời gian khi thiết bị đang hoạt động) quá nhiều. Yếu tố còn lại là các sự điều chỉnh thông số kỹ thuật của máy móc thiết bị... để hoàn thành công việc chuẩn bị trước khi sản xuất. Nếu áp dụng kỹ thuật SMED có thể giúp giảm thời gian chuẩn bị, khi đó lượng thời gian giảm được sẽ chuyển sang thời gian hoạt động của thiết bị. Do đó, việc áp dụng kỹ thuật SMED sẽ làm gia tăng đáng kể hệ số sẵn sàng của thiết bị.
Thiết bị chạy không tải và bị gián đoạn khi đang vận hành
Thiết bị chạy không tải và bị gián đoạn là 2 nguyên nhân lớn nhất gây ra thời gian chết của máy. Thiết bị bị gián đoạn khi đang vận hành xảy ra khi một bộ phận của hệ thống sản xuất gặp sự cố đột ngột, cài đặt thiết bị không hợp lý, hay có thể là do nguyên vật liệu không bình thường. Nói cách khác sự cố máy dừng là do công tác vận hành kém hiệu quả. Cụ thể là do việc phải chờ đợi nguyên vật liệu và các thông tin liên quan tới công việc sản xuất; thông tin công việc không được hoàn thành, không rõ ràng, hoặc bị bõ lỡ; chờ đợi sự chấp thuận của khách hàng; và nguyên vật liệu không đầy đủ. Các sự cố làm gián đoạn quá trình sản xuất thường ít được quan tâm bởi các nhà sản xuất, và điều đó giải thích tại sao nó luôn xảy ra trong suốt một thời gian dài và vẫn còn tiếp diễn trong các phân xưởng. Để đưa quá trình sản xuất trở lại bình thường thì cần phải thay đổi nguyên vật liệu, thiết lập lại các bộ phận của máy, giảm tốc độ vận hành của thiết bị… Các loại gián đoạn này có thể được khắc phục dễ dàng nhưng cũng gây ảnh hưởng không nhỏ, thậm chí là làm giảm hiệu suất hoạt động của thiết bị. Sự cố này rất khó quản lý và xác định số lượng, do vậy các tác động của nó đến thiết bị thường không thể thấy được. Vì vậy, việc loại trừ những gián đoạn không đáng có này là rất cần thiết.
Duy trì trạng thái làm việc tốt nhất của thiết bị, thiết lập chương trình đào tạo hiệu quả, thực hiện các phương thức vận hành hiệu quả và đúng tiêu chuẩn là cách duy nhất để loại trừ được những nguyên nhân gây nên các gián đoạn không cần thiết.
.jpg)
TPM (Total Productive Maintenance-Duy trì năng suất tổng thể) là một phương pháp quản trị được sử dụng rộng rãi để...
 "CƠN SỐT PALIN" HAY CHIẾN LƯỢC MARKETING DỰA HƠI NGƯỜI NỔI TIẾNG.
"CƠN SỐT PALIN" HAY CHIẾN LƯỢC MARKETING DỰA HƠI NGƯỜI NỔI TIẾNG.
Ngay khi bà Sarah Palin bước vào cuộc chạy đua tranh cử, doanh số của cửa hàng trực tuyến CafePress tăng vọt bởi hãng...
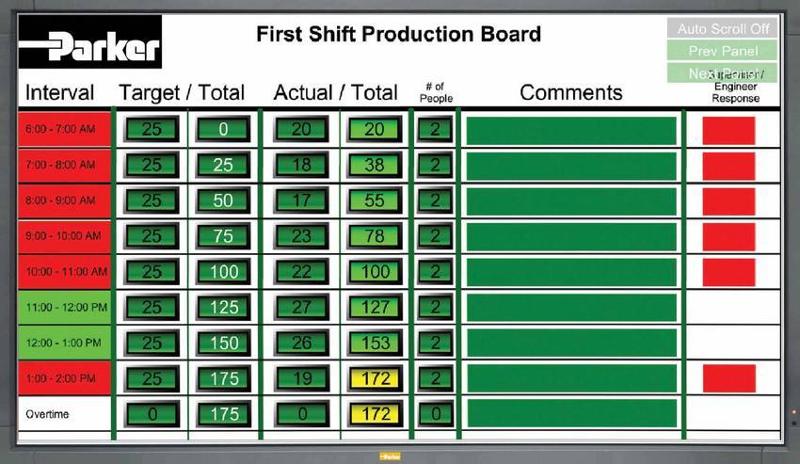 QUẢN LÝ TRỰC QUAN ( Visual control)
QUẢN LÝ TRỰC QUAN ( Visual control)
Quản lý trực quan là sử dụng các công cụ mang tính trực quan mà con người có thể quan sát và nhìn thấy được...
.gif) CHƯƠNG 3 PHẦN 4. DUY TRÌ CHẤT LƯỢNG VÀ KIỂM SOÁT TỪ ĐẦU.
CHƯƠNG 3 PHẦN 4. DUY TRÌ CHẤT LƯỢNG VÀ KIỂM SOÁT TỪ ĐẦU.
1. Duy trì chất lượng. Duy trì chất lượng hướng tới mục đích thỏa mãn khách hàng thông qua cung cấp sản phẩm...